As someone working in engineering, you’ve probably encountered the term “fillet welding“. It’s a common method used to permanently join two metal pieces together in fields such as construction, manufacturing, maintenance, piping, and fabrication. In this article, we’ll delve into the basics of fillet welding, including its different types, characteristics, applications, symbols, and advantages.
Introduction to Fillet Welding
Fillet welding is a technique used to join two metal pieces together by welding at an approximately right angle. It involves depositing a weld along the edge of the metal, creating a triangular fillet shape. This method is commonly used for various joints, such as lap joints, corner joints, and T-joints. Fillet welding is known for its simplicity and cost-effectiveness.
The shape of the fillet weld can be concave, convex, or flat, depending on the welder’s technique. In the piping industry, fillet welding is often employed to connect piping flanges to pipes.
Parts of a Fillet Weld
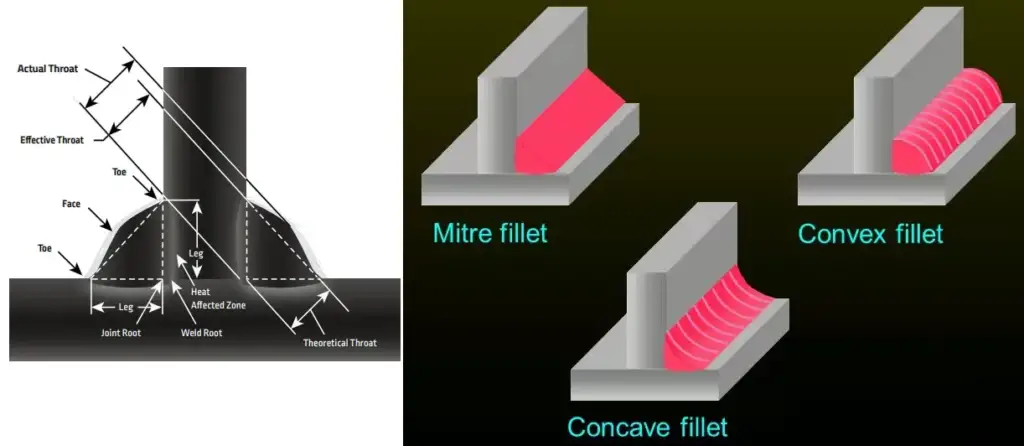
A fillet weld typically consists of five parts, as shown in Figure below:
- The Face: The face refers to the exposed surface of the fillet weld that is visible from the outside. It is the area where the weld material merges with the base metal. The shape and appearance of the face can vary depending on the welding technique used and the specific requirements of the application.
- Legs: These are the two sides of the fillet weld that connect the base metal at an approximately perpendicular angle. The size of the legs is determined by the thickness of the metal being welded.
- Throat: The throat is the narrowest part of the weld and refers to the distance between the legs. It is crucial for the throat thickness to be at least equal to the thickness of the thinner parts being joined. The strength of the fillet weld is determined by the throat thickness.
- Toe: The point where the legs of the weld meet the base metal is known as the toe of the fillet weld. It is essential for the toe to be properly fused to the base metal, as it is the first part of the weld to solidify.
- Root: The root is the bottom part of the fillet weld located at the base of the throat. It connects the legs of the weld and is the last part to solidify. To ensure a high-quality fillet weld, proper fusion with the base metal is necessary.
These parts collectively make up the structure of a fillet weld, and understanding their characteristics is crucial for achieving strong and reliable weld joints.
Additional Terms and Concepts
Fillet welding involves some additional terms and concepts worth mentioning:
Convexity and Concavity: The shape of a fillet weld can be either convex or concave. In a convex fillet weld, the throat (narrowest part) of the weld is larger than the legs. Conversely, in a concave fillet weld, the throat is smaller than the legs.
Reinforcement: During the fillet welding process, additional weld metal is added to the throat, increasing its strength and size. This extra weld metal is referred to as reinforcement.
Boxing: Boxing refers to the continuation of a fillet weld around the corner of a member. It involves extending the weld along the intersecting surfaces.
Welding Symbols: Fillet welding requires adherence to specific welding symbols provided in construction drawings. These symbols provide instructions on the size, length, and other specifications for the fillet weld.
It’s important to note that the strength and quality of a fillet weld joint are influenced by factors such as the size and shape of the legs, the throat, reinforcement, and the root. These parameters play a significant role in ensuring a strong and reliable weld joint.
Characteristics of Fillet Welding
Fillet welding exhibits several characteristics, including:
- Creation of a fillet-shaped weld: This type of Fillet welding is specifically used to join two metal pieces at a 90-degree angle, resulting in a fillet-shaped weld.
- Various welding techniques: This welding can be performed using different techniques such as Gas Tungsten Arc Welding (GTAW), Gas Metal Arc Welding (GMAW), Shielded Metal Arc Welding (SMAW), among others.
- Versatility in material usage: Fillet welding is a versatile method and can be applied to a wide range of materials, including steel, aluminum, and stainless steel.
- Joint strength: While fillet welding produces a strong joint, its strength is generally lower compared to a butt joint.
- Leg length size: The leg length of a fillet weld is typically smaller than the thickness of the thinner parts being joined.
- Strength dependence on leg and throat size: The strength of a fillet weld is influenced by the size of the legs and the throat.
- Surface preparation: To ensure proper penetration and fusion of the metal, adequate surface preparation is crucial before performing fillet welding.
Considering these characteristics helps in understanding the nature and application of fillet welding in different scenarios.
Applications of Fillet Welding
Fillet welding finds widespread applications across various industries, including:
- Construction: Fillet welding is extensively used in construction to join structural steel components like beams, columns, and trusses.
- Manufacturing: It plays a vital role in the manufacturing sector, where fillet welding is employed to join metal parts in the production of machinery, equipment, and vehicles.
- Repair and maintenance: Fillet welding is commonly utilized for repair and maintenance purposes, allowing the reinforcement or restoration of existing structures and equipment.
- Piping and ductwork: In the plumbing and HVAC industries, fillet welding is employed to join pipes and ductwork, ensuring secure connections and efficient flow of fluids or air.
- Sheet metal fabrication: Fillet welding is crucial in sheet metal fabrication, enabling the joining of metal sheets to create various products such as panels, enclosures, cabinets, and other sheet metal structures.
Fillet welding’s popularity stems from its simplicity, versatility, and compatibility with different welding techniques and equipment. Its wide-ranging applications make it an essential process in numerous welding projects across industries.
Types of Fillet Welding
There are various types of Fillet welds which are categorized into a number of groups:
Based on the appearance, there are three types of fillet welds:
Convex Fillet Weld: A convex fillet weld is utilized to enhance reinforcement and strengthen the weld joint. It features a larger throat compared to the legs.
Concave Fillet Weld: In situations where additional clearance is required in a weld joint, a concave fillet weld is employed. This type of fillet weld has a curved shape with a smaller throat than the legs.
Mitre Fillet Weld: Mitre fillet welds are categorized as flat fillet welds. The throat thickness of a flat fillet weld is calculated as 0.707 times the leg length of the mitre fillet weld.
These different types of fillet welds offer specific advantages and are selected based on the requirements of the weld joint, including reinforcement, clearance, and joint configuration.
Based on Weld Joint Configuration, there are three types of fillet welds. They are:
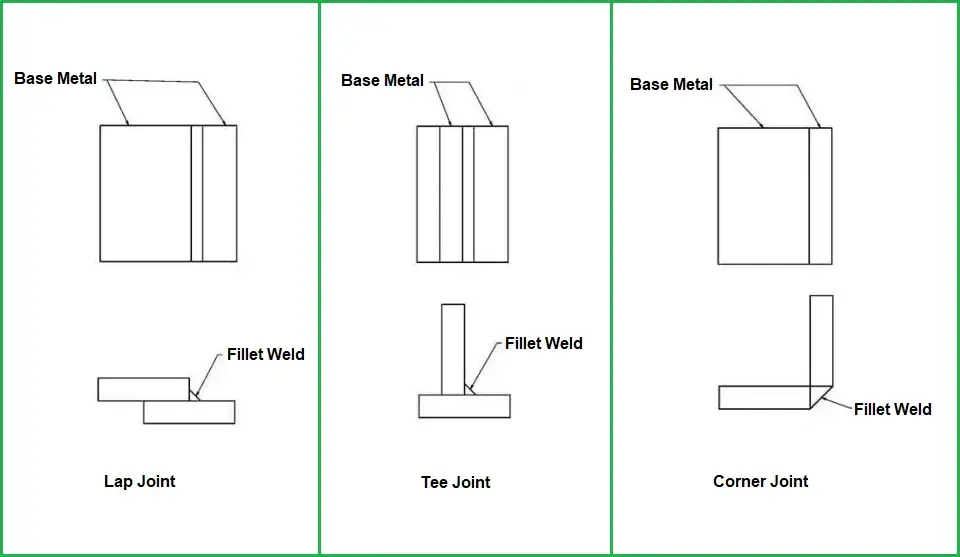
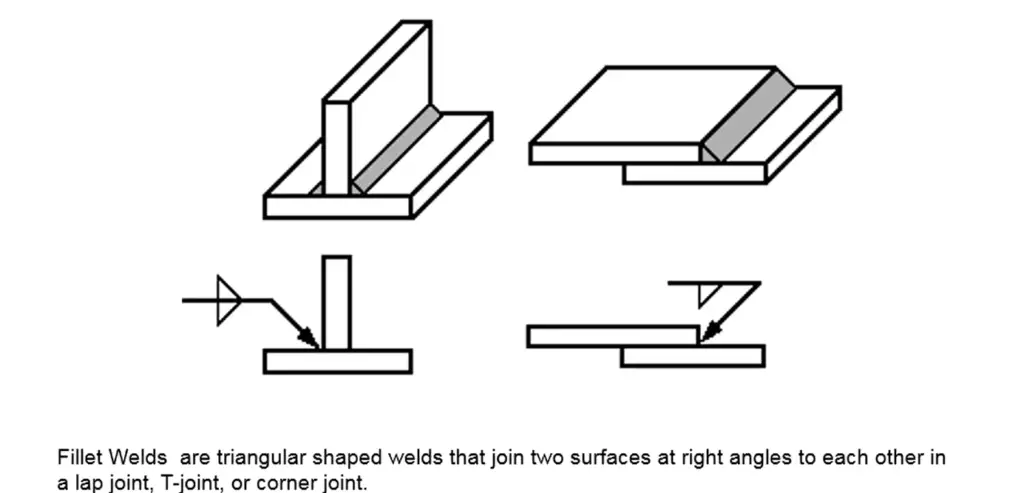
Fillet welds can be categorized into three types based on the weld joint configuration: lap joint, tee joint, and corner joint. These types of fillet welds are commonly used in the fabrication industry. Figure 1 provides visual representations of typical examples of lap, corner, and tee fillet welds.
Lap Joint: A lap joint involves overlapping two metal pieces, and the fillet weld is applied along the edges of the overlapped sections.
Tee Joint: In a tee joint, two metal pieces are joined at a 90-degree angle, forming a “T” shape. The fillet weld is made along the joint where the two pieces meet.
Corner Joint: A corner joint involves joining two metal pieces at a 90-degree angle, creating a corner. The fillet weld is applied to the corner where the two pieces intersect.
These different types of fillet welds accommodate various joint configurations, providing strong and reliable connections in fabrication projects.
Based on the length of the fillet weld leg, there are two types of fillet welds as mentioned below:
Fillet welds can be classified into two types based on the length of the weld leg:
Full fillet weld: In a full fillet weld, both legs of the weld have equal lengths. The typical size of a full fillet weld ranges from 1/4 to 5/16 inches.
Partial fillet weld: In a partial fillet weld, one leg of the weld is shorter than the other. This type of weld is commonly used when joining two metal pieces at an angle other than 90 degrees.
Different welding scenarios may require either a full fillet weld or a partial fillet weld depending on the joint configuration and design requirements.
Based on whether the fillet welding is made on one side or both sides of the joint, they are classified as:
Fillet welds can also be classified based on the number of sides they are applied to:
Single-sided fillet weld: In this type, the weld is made on one side of the joint only. Single-sided fillet welds are used when access is limited to one side of the joint.
Double-sided fillet weld: In this type, the weld is made on both sides of the joint. Double-sided fillet welds provide additional strength and reinforcement to the weld joint.
The choice between single-sided and double-sided fillet welds depends on factors such as accessibility, joint design, and specific application requirements. Each type serves its purpose in welding projects, ensuring the desired strength and quality of the joint.
Size of Fillet Weld
Fillet weld size refers to the dimensions of a fillet weld, specifically the size of the legs and the throat. These measurements are essential for determining the strength and suitability of the weld joint.
The size of the fillet weld legs is determined by the thickness of the thinner parts after they are joined. Generally, these legs should have a minimum thickness of 1/8 inch and a maximum thickness of 1/4 inch for most applications. It’s vital to maintain an appropriate leg size to ensure proper strength and integrity.
The throat size, which is the distance between the legs of the weld, should be at least as thick as the thinner parts being joined. The throat thickness is a critical parameter in determining the strength of the fillet weld joint.
Calculating the leg size of a fillet weld can be done using the formula: (Thickness of the thinner part x 1/√2) = Leg size. This formula helps determine the appropriate leg length based on the thickness of the materials being joined.
It’s important to strike a balance with fillet weld size. While larger legs and throat can provide increased strength, excessive size may lead to brittleness and reduced flexibility, making the weld prone to cracking.
Ensuring the correct fillet weld size is crucial for achieving a strong, durable, and reliable joint.
Symbols for Fillet Welding
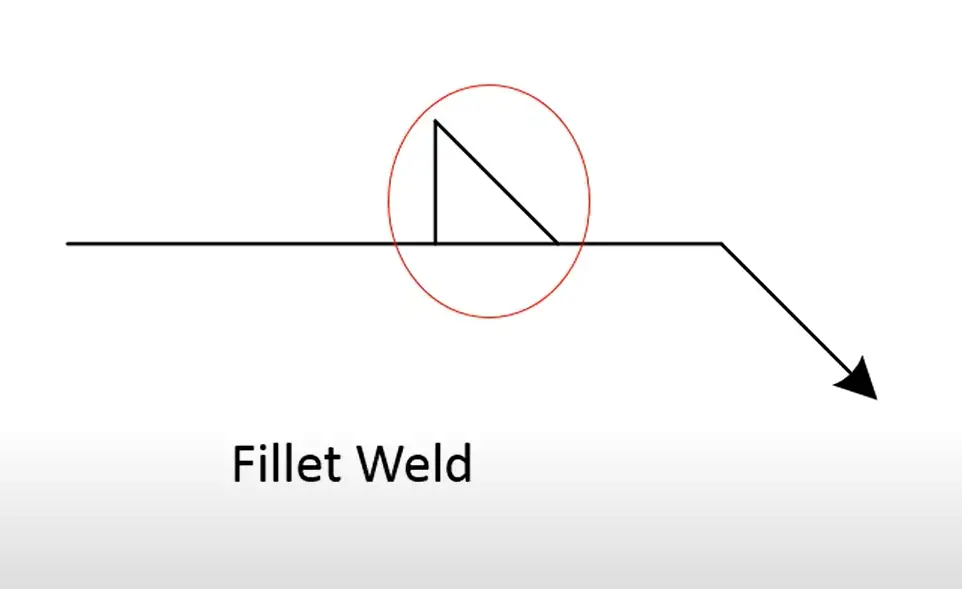
The symbol used to represent fillet welding in blueprints and engineering drawings consists of several elements.The symbol is usually accompanied by a dimension line, which indicates the size of the fillet weld. The dimension line is usually placed at a 45-degree angle to the diagonal line and is used to indicate the size of the legs of the fillet weld. The symbol for a fillet weld is typically made up of the following elements:
- It includes a diagonal line that signifies the weld itself, indicating the joining point between the two metal pieces.
- Accompanying the diagonal line are two dimension lines, each with an arrowhead, situated on either side of the diagonal line. These dimension lines denote the size of the fillet weld’s legs.
- Optionally, a reference line can be present parallel to the diagonal line, serving to indicate the precise location of the fillet weld within the drawing.
This symbol is essential for communicating the type and size of the required welds in a specific project, providing clear instructions for welders and fabricators to follow.
Advantages and Disadvantages of Fillet Welding
Advantages of fillet welding include:
Fillet welding has a number of positive qualities:
Simplicity: Fillet welding is a simple welding process that can be carried out using a variety of techniques, including Gas Tungsten Arc Welding (GTAW), Gas Metal Arc Welding (GMAW), and Shielded Metal Arc Welding (SMAW).
Versatility: This method of welding is appropriate for a variety of applications since it can be used on a wide range of materials, including steel, aluminium, and stainless steel.
Cost-effectiveness: When compared to butt welding, fillet welding is typically more affordable. It uses less welding material and is frequently quicker and simpler to complete, which could lead to cost savings.
Strong joint: While fillet welds may not match the strength of butt joints, they still provide a robust joint. Fillet welds are capable of delivering sufficient strength for many applications.
Overall, fillet welding offers simplicity, versatility, cost-effectiveness, and strong joint characteristics, making it a popular choice in various industries.
Disadvantages of fillet welding include:
- Limited strength: This type of welding is not as strong as butt welding because the weld metal is in contact with the base metal over a smaller area.
- Limited precision: It is not as precise as butt welding and is more prone to distortion and misalignment.
- Reduced clearance: The clearance of the joint may be reduced, making it difficult to access or inspect the weld.
- More prone to cracking: Fillet welding is more prone to cracking than butt welding because of the smaller throat size.
It’s important to keep in mind that these are general advantages and disadvantages, the specific application and the requirements of the joint will determine if fillet welding is the best option for a particular project.
Difference between Butt Welding and Fillet Welding | Fillet Weld vs Butt Weld
When comparing butt welding and fillet welding, there are several key differences:
Shape: Butt welding involves joining two metal pieces by bringing their edges together and creating a straight, continuous seam. In contrast, fillet welding joins two metal pieces by welding along the edge, resulting in a fillet-shaped weld.
Angle: Butt welding is typically used for joining metal pieces that are in a straight line, while fillet welding is employed for joining metal pieces at a 90-degree angle.
Strength: Butt welding generally yields a stronger joint than fillet welding due to the larger contact area between the weld metal and base metal.
Size: Fillet welds are typically smaller in size compared to butt welds. The leg length of a fillet weld is often smaller than the thickness of the thinner parts being joined.
Cost: Fillet welding is generally more cost-effective than butt welding as it requires less welding material and is often quicker and easier to execute.
Applications: Butt welding is commonly employed in heavy industries and structures requiring high load-bearing capacity. Fillet welding finds widespread use in the construction industry, manufacturing, repair and maintenance, piping and ductwork, and sheet metal fabrication.
Understanding these distinctions helps in selecting the appropriate welding method based on the specific requirements and circumstances of a project.
Video Courses in Welding
To learn more about welding the following video courses you can refer to: